
De la préparation de l’outil au post-traitement des couches en passant par l’application du revêtement, nous ne laissons rien au hasard. Chaque étape du processus vise à vous proposer la meilleure solution d’outillage possible pour vos processus d’enlèvement de matière.
Préparation de l’outil
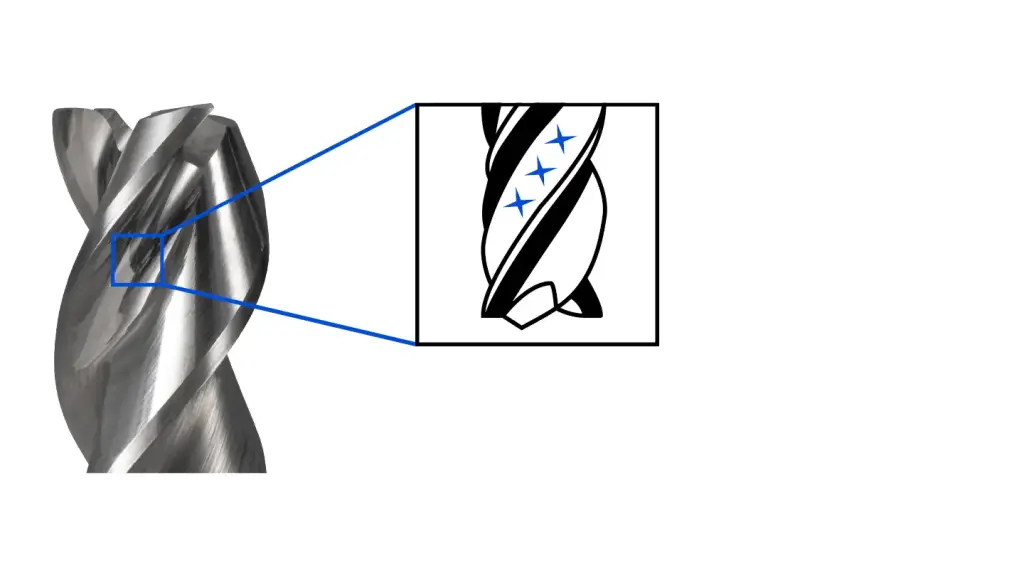
La microgéométrie (contour de l’arête de coupe) d’un outil pour enlèvement de matière est déterminante pour ses performances.
Les outils avec un angle de coupe positif et des arêtes de coupe tranchantes sont particulièrement efficaces, mais cette propriété rend également les arêtes de coupe plus instables. Une arête de coupe instable est particulièrement sensible aux éclats, ce qui se traduit par une mauvaise qualité de surface de la pièce et une durée de vie réduite.
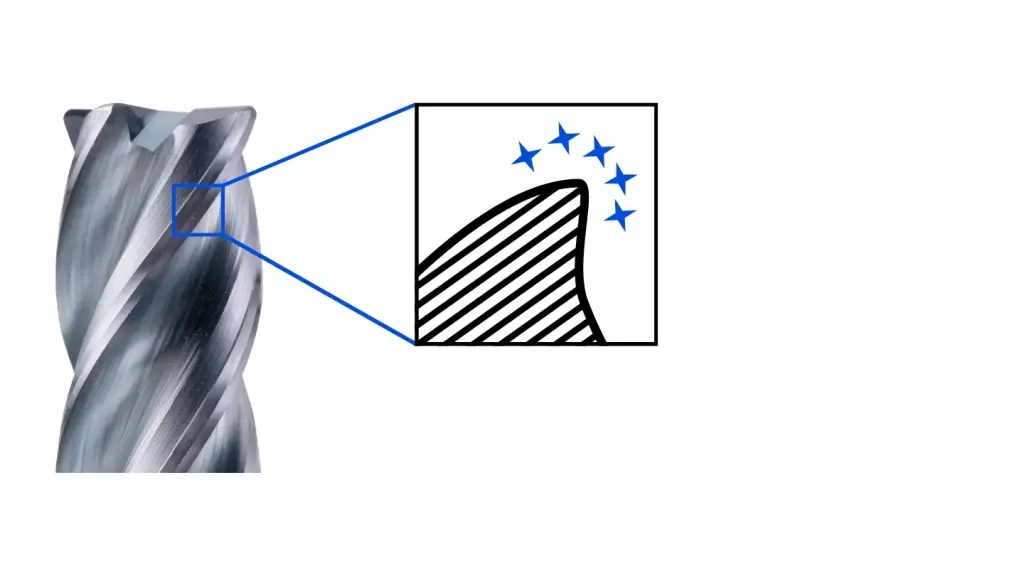
Des arêtes de coupe arrondies de manière définie garantissent :
- Une meilleure adhérence du revêtement.
- Une plus grande stabilité de l’arête de coupe.
- Une durée de vie et une productivité nettement accrues de l’outil.
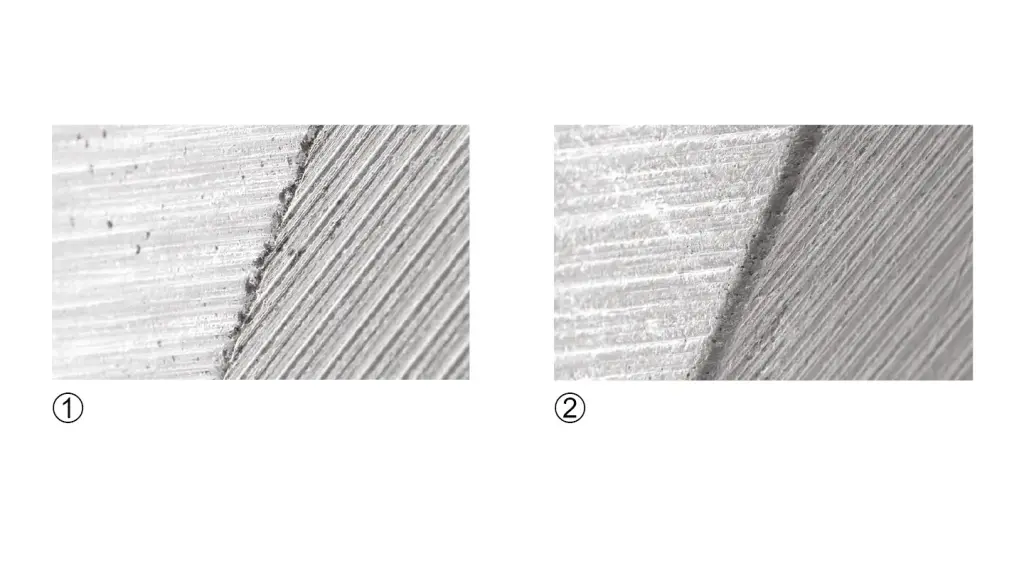
1) Arête de coupe non arrondie.
2) Arête de coupe arrondie définie.
Revêtement et post-traitement des couches
Les revêtements empêchent tout contact direct entre le matériau et le matériau de coupe et réduisent ainsi l’usure due à l’adhésion, à l’abrasion, à la diffusion ou à l’oxydation.
Le procédé PVD (Physical Vapour Deposition) est l’un des procédés de revêtement les plus connus pour les outils pour enlèvement de matière. Il consiste à vaporiser un matériau métallique solide (cible) sous vide.
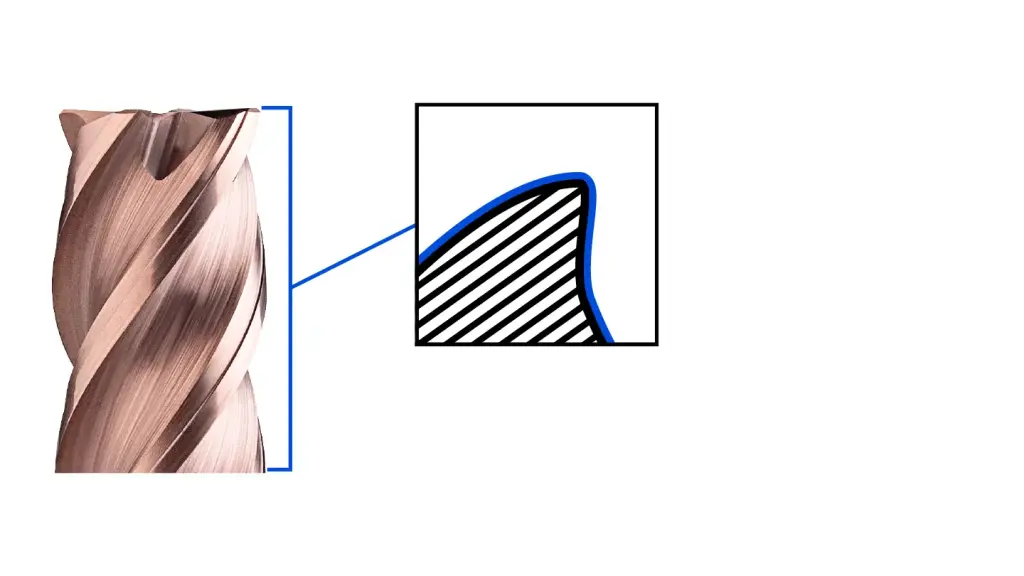
Le revêtement proprement dit est souvent formé par l’ajout d’un gaz réactif. Le matériau de revêtement sous forme de vapeur se condense finalement en une fine couche sur le substrat et forme le revêtement de l’outil.
Une technologie PVD particulièrement répandue dans l’industrie est la vaporisation cathodique par arc (Arc-PVD en abrégé), qui se caractérise par son taux de dépôt très élevé.
1) Revêtement sur surface d’outil non traitée.
2) Revêtement sur surface d’outil prétraitée.
Lissage
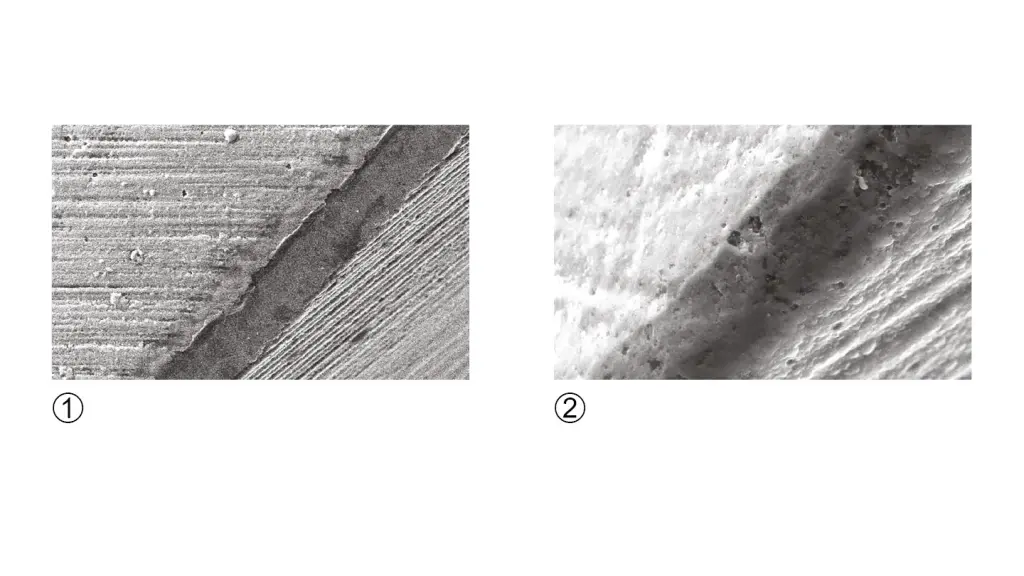
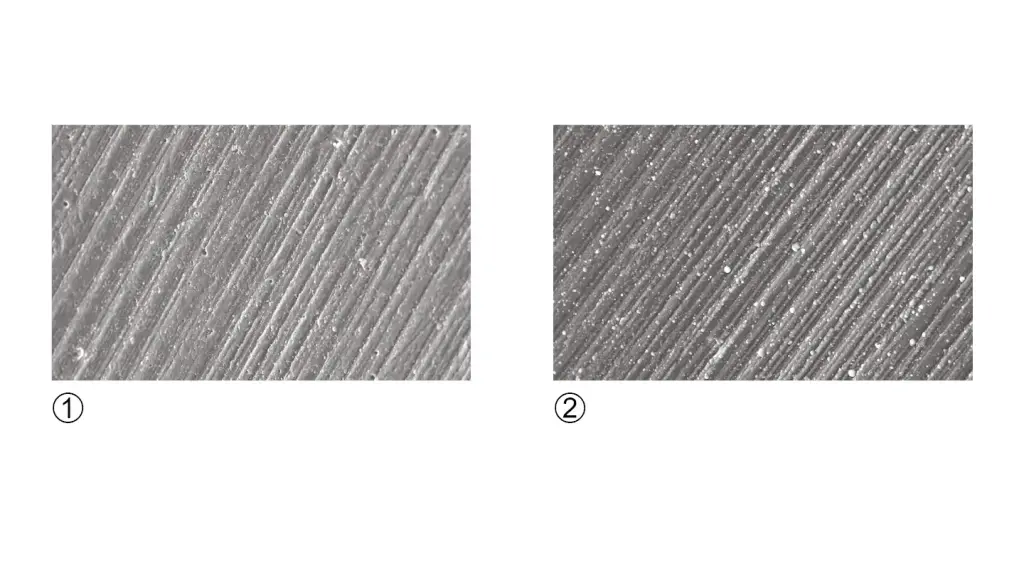
Dans le procédé Arc-PVD, le matériau cible est vaporisé au point focal d’un arc électrique grâce à la forte densité d’énergie. Cependant, cela entraîne la formation de particules en fusion (gouttelettes) qui se déposent sur le substrat et laissent des défauts microscopiques.
Nous lissons ces imperfections de surface à l’aide de procédés de post-traitement spéciaux afin d’obtenir une réduction des frottements et un allongement de la durée de vie.
1) Surface de l’outil avec gouttelettes.
2) Surface de l’outil sans gouttelettes.
Polissage
L’optimisation des espaces à copeaux en fonction du matériau garantit une évacuation contrôlée des copeaux afin d’éviter l’encrassement de l’outil.
Les espaces à copeaux polis présentent une surface très lisse et optimisent ainsi l’évacuation des copeaux lors de l’enlèvemetn de matière de métaux non ferreux à volume de copeaux élevé.