
Van de voorbereiding van het gereedschap en de coating ervan tot aan de nabehandeling van de coatings laten we niets aan het toeval over. Elke processtap is erop gericht u de best mogelijke gereedschapoplossing voor uw verspaningsprocessen te bieden.
Voorbereiding van het gereedschap
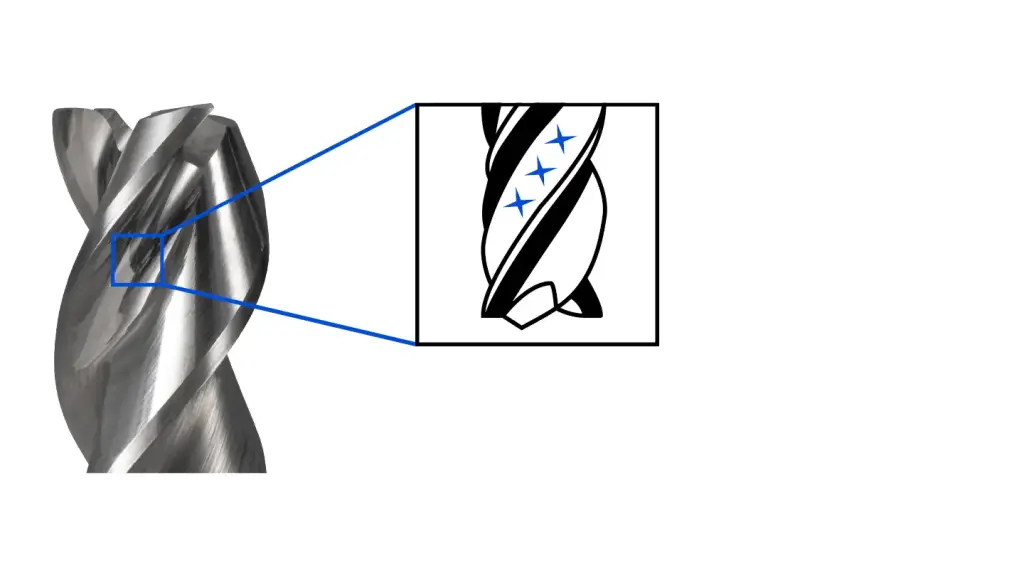
De microgeometrie (contour van de snijkant) van een verspaningsgereedschap is doorslaggevend voor de prestaties.
Bij gereedschappen met een positieve verspaningshoek en scherpe snijkanten is weliswaar sprake van een bijzonder hoog snijvermogen, maar leidt deze eigenschap ook tot instabielere snijkanten. Een instabiele snijkant is bijzonder gevoelig voor breuken, die tot een lage oppervlaktekwaliteit van het werkstuk en een voortijdig einde van de standtijd kunnen leiden.
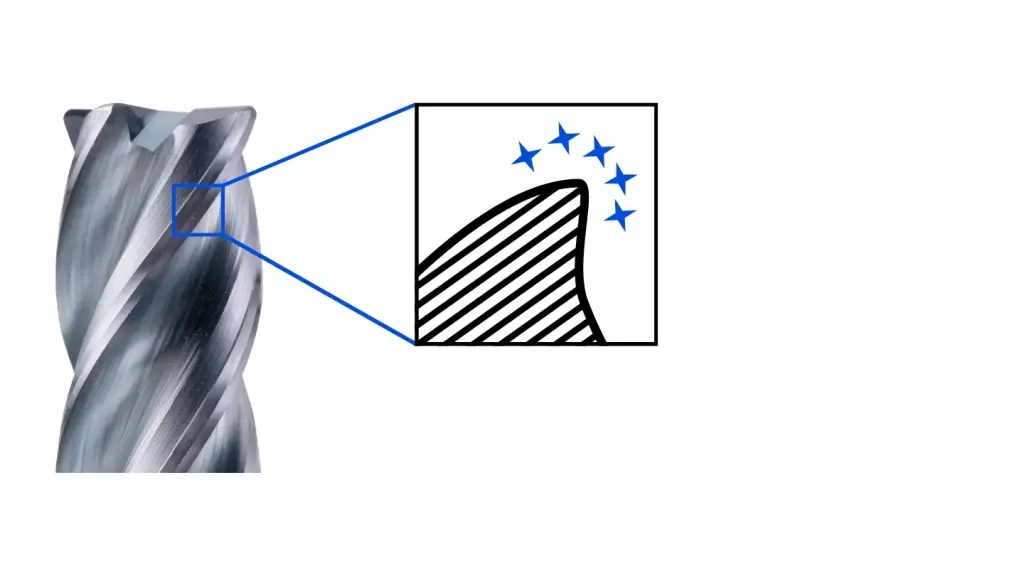
Gedefinieerde afgeronde snijkanten zorgen voor:
- Betere hechting van de coating.
- Hogere stabiliteit van de snijkant.
- Aanmerkelijk hogere standtijd en productiviteit van het gereedschap.
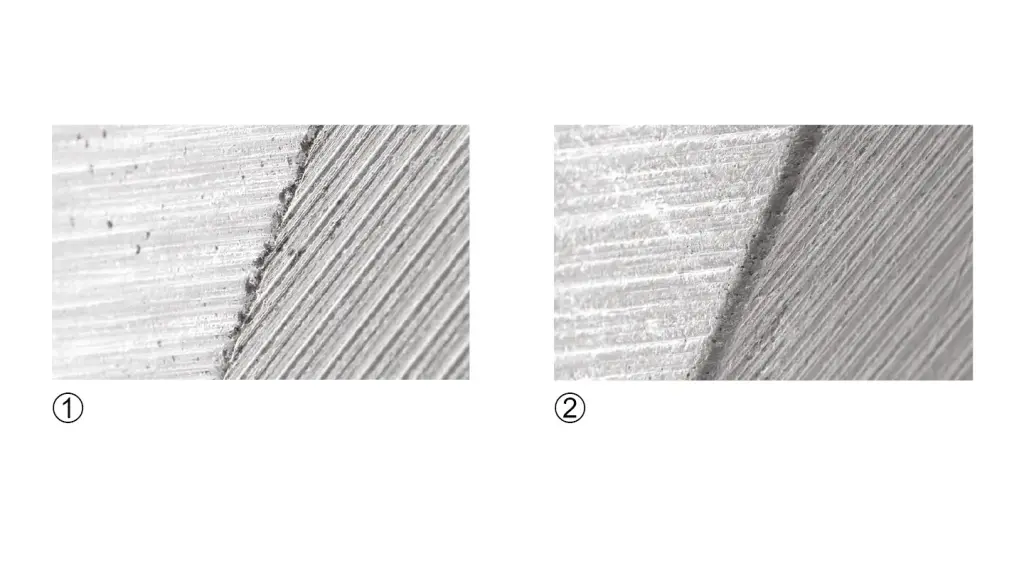
1) Niet afgeronde snijkant.
2) Gedefinieerd afgeronde snijkant.
Aanbrenging en nabehandeling van coatings
Coatings verhinderen een rechtstreeks contact tussen het te bewerken materiaal en het snijmateriaal en verminderen zo slijtage door adhesie, afslijping, diffusie of oxidatie.
Tot de bekendste coatingsprocedés voor verspaningsgereedschappen behoort het zogenaamde PVD-procedé (Physical Vapour Deposition), waarbij een vast metallisch materiaal (de target) in een vacuüm verdampt wordt.
Vaak wordt de eigenlijke coating gevormd door de toevoeging van een reactief gas. Het dampvormige coatingsmateriaal condenseert dan als een dunne laag op het substraat en vormt zo de gereedschapcoating.
Een veelgebruikte PVD-technologie binnen de industrie is kathodische boogdepositie (afgekort: Arc-PVD), die door een zeer hoge mate van afzetting wordt gekenmerkt.
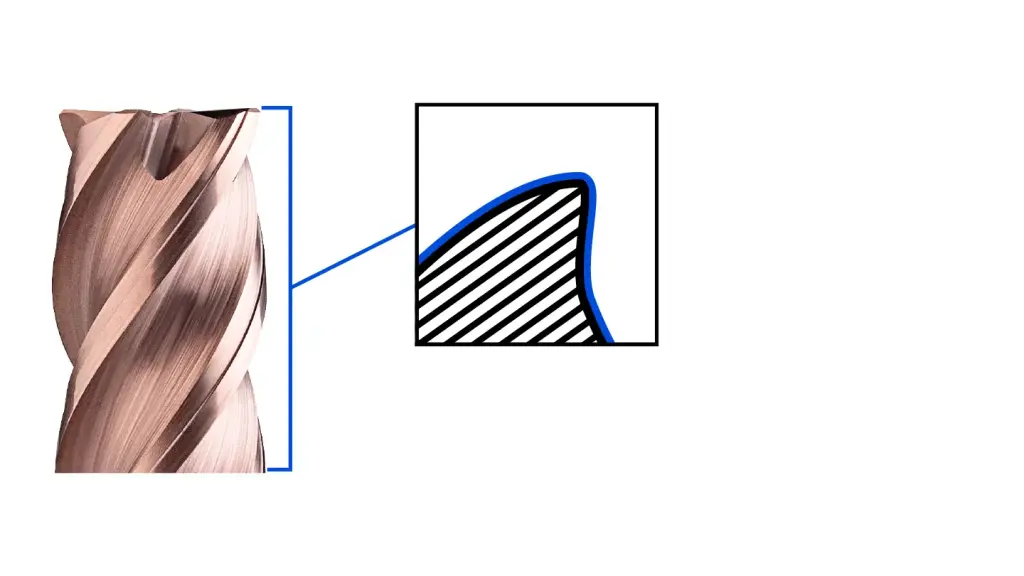
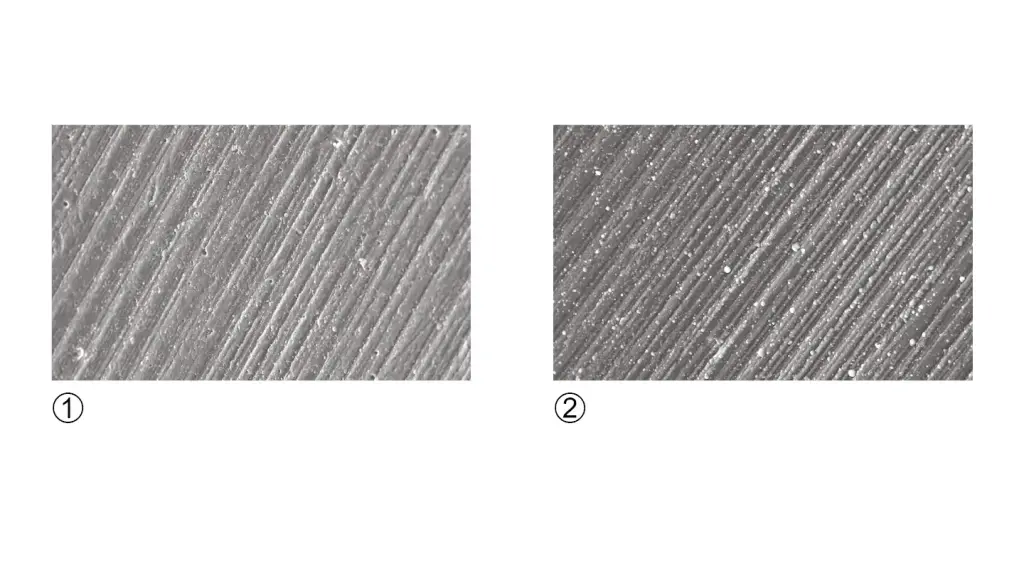
1) Coating op een onbehandeld gereedschapoppervlak.
2) Coating op een voorbehandeld gereedschapoppervlak.
Egaliseren
Bij het Arc-PVD-procedé wordt het target-materiaal in het brandpunt van een elektrische boog door de hoge energiedichtheid verdampt. Hierbij vormen zich echter gesmolten deeltjes (droplets) die na neerslag op het substraat microscopische gebreken achterlaten.
Met speciale nabehandelingsprocessen worden deze gebreken en vergelijkbare oppervlakteruwheden glad gemaakt om de wrijving te verminderen en de standtijd te verhogen.
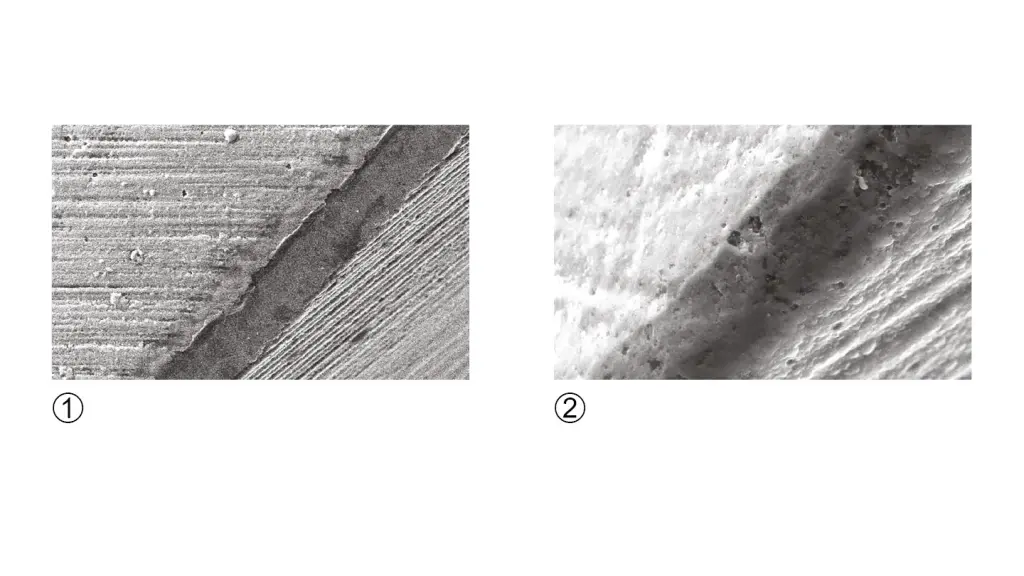
1) Gereedschapoppervlak met droplets.
2) Gereedschapoppervlak zonder droplets.
Polijstslijpen
De materiaalspecifieke optimalisatie van de spaanruimtes zorgt voor een gecontroleerde spaanafvoer om het dichtsmeren van het gereedschap te voorkomen.
Gepolijste spaanruimtes hebben een zeer glad oppervlak en zorgen hiermee voor een optimale spaanafvoer bij de verspaning van non-ferrometalen met hoge spaanvolumes.